专为严苛的商业应用提供可靠的电力租赁产品
康明斯电力(深圳)有限公司
康明斯电力(深圳)有限公司
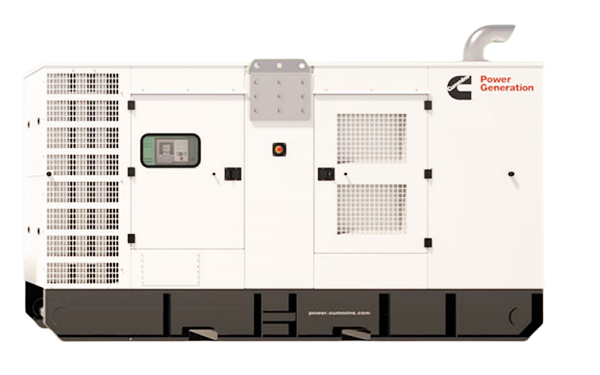
低噪音、低油耗、低排放的租赁用柴油发电机组
租赁服务热线
13600443583
网站首页
租赁案例
租赁产品
深圳租赁服务
惠州租赁服务
东莞租赁服务
广州租赁服务
新闻资讯
常见问题
关于我们
联系我们
服务宗旨
租赁方案
租赁优势
产品中心
PRODUCTS
深圳租赁服务
惠州租赁服务
东莞租赁服务
广州租赁服务
租赁服务热线
13600443583
常见问题
您当前位置:
康明斯
>
常见问题
三栋发电机出租曲轴弯曲变形的检测步骤和校正方法
时间:2024-10-22
点击次数:1355
http://www.szfdjcz.cn
百度分享:
QQ空间
新浪微博
腾讯微博
人人网
微信
上一篇:
康明斯公布2015年全年及四季度业绩并披露2016年预期
下一篇:
康明斯公司带您了解柴油发电机组水冷却系统的工作原理及放水步骤
热门推荐
宝安柴油发电机出租-深圳市发电车租赁服务
坪山柴油发电机出租-深圳市发电车租赁服务
五联柴油发电机出租-龙岗区发电车租赁服务
公明柴油发电机出租-光明区发电车租赁服务
新安柴油发电机出租-宝安区发电车租赁服务
沙头角柴油发电机出租-盐田区发电车租赁服务
南头柴油发电机出租-南山区发电车租赁服务
前海柴油发电机出租-南山区发电车租赁服务
粤海柴油发电机出租-南山区发电车租赁服务
粤ICP备15065215号
版权所有 Copyright © 2024 All Right Reserve
☎ 电话:0755-84065367 84214948 ✉ 邮箱:power@cummins.vip
📍公司地址:深圳市龙岗区坪地街道怡心社区西湖苑A3栋
ⓔ 网址:http://www.szfdjcz.cn
网站地图
首页
服务分类
热线电话
在线咨询
深圳租赁服务
惠州租赁服务
东莞租赁服务
广州租赁服务